民建·市政·家裝
集研發(fā)|生產(chǎn)|銷售一站式服務(wù)供應(yīng)商
服務(wù)熱線:
028-83736611

民建·市政·家裝
集研發(fā)|生產(chǎn)|銷售一站式服務(wù)供應(yīng)商
服務(wù)熱線:
028-83736611

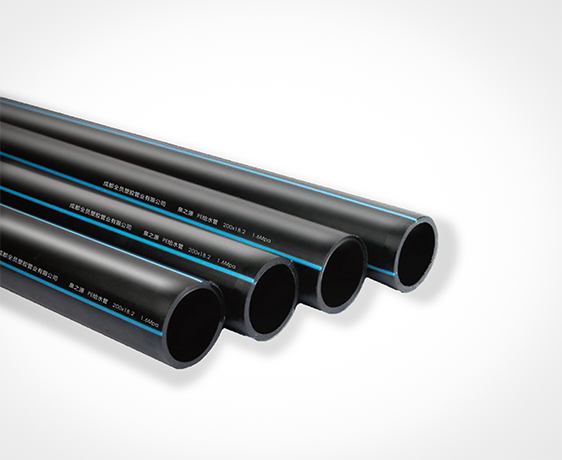
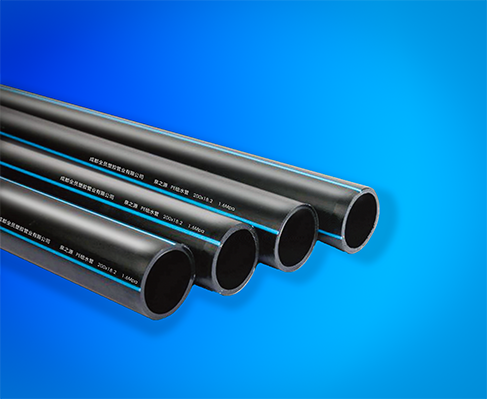
建筑上使用的PE給水管是有很多規(guī)格的,不同的規(guī)格產(chǎn)品使用的場景也不盡相同,那么本期小編帶大家了解到PE給水管道安裝與連接方法!
熱熔對接連接的要求
需用專用的熱熔對接機具。
應(yīng)檢查有無產(chǎn)品出廠合格證,并索要出廠檢驗報告;F一般適用于管徑≥90mm管;管壁厚度>6mm。
適用于同種牌號、材質(zhì)的管材與管材,管材與管件連接。性能相似,不同牌號材質(zhì)的連接需試驗驗證。
不使用明火。
在寒冷氣候(-5度以下)和大風(fēng)環(huán)境下進行連接操作時,應(yīng)采取保護措施,或調(diào)整連接工藝。
熱熔對接連接的優(yōu)點
因不使用電熔管件,可以降低工程成本。
機具維修簡單。
連接工藝操作簡單易學(xué)。
熱熔對接連接的具體步驟
熱熔對接連接,是采用熱熔對接焊機,利用加熱熔融后相互對接融合,經(jīng)冷卻固定而連接在一起的方法。聚乙烯管材的焊接一般分三個階段,加熱段、切換段、對接段。焊接工藝流程如下:
以上的工藝曲線圖和流程圖經(jīng)過細化分解成為工藝步驟:
材料準(zhǔn)備用于焊制管件的管材的圓度應(yīng)高于標(biāo)準(zhǔn)值,下料時要留出10-20mm的切削余量。
加緊用于管道連接時應(yīng)將兩待焊管材置于平坦的地面夾緊管材根據(jù)所焊制的管件更換基本夾具,選擇合適的卡瓦,切削前必須將所焊管段夾緊。
切削切削所焊管段端面的雜質(zhì)和氧化層,保證兩對接端面平整、光潔。
對中兩對焊管段的錯邊應(yīng)越小越好,如果錯邊大,會導(dǎo)致應(yīng)力集中,錯邊不應(yīng)超過壁厚的10%。
加熱保證有足夠的熔融料,以備熔融對接時分子相互擴散。
切換從加熱結(jié)束到熔融對接開始這段時間為切換周期,為保證熔融對接質(zhì)量,切換周期越短越好。
熔融對接是焊接的關(guān)鍵,熔融對接過程應(yīng)始終處于熔融壓力之下進行。
冷卻由于塑料材料導(dǎo)熱性差,冷卻速度相應(yīng)緩慢。焊縫材料的收縮、結(jié)構(gòu)的形成過程在長時間內(nèi)以緩慢的速度進行。因此,焊縫的冷卻必須在一定的壓力下進行。
在焊接過程中,操作人員應(yīng)參照焊接工藝卡各項參數(shù)進行操作,而且在必要時,應(yīng)根據(jù)天氣、環(huán)境溫度等變化對其進行適當(dāng)調(diào)整。
其具體步驟如下:
將與管材規(guī)格一致的卡瓦裝入機架。
準(zhǔn)備足夠的支撐物,保證待焊接管材可與機架中心線處于同一高度,并能方便移動;c、設(shè)定加熱板溫度200~230℃。
接通焊機電源,打開加熱板、銑刀和油泵開關(guān)并試運行。
核對欲焊接管材規(guī)格、壓力等級是否正確,檢查其表面是否有磕、碰、劃傷,如傷痕深度超過管材壁厚的10%,應(yīng)進行局部切除后方可使用。
用軟紙或布蘸酒精清除兩管端的油污或異物。
將欲焊接的管材置于機架卡瓦內(nèi),使兩端伸出的長度相當(dāng)(在不影響銑削和加熱的情況下盡可能短,宜保持20~30mm),管材機架以外的部分用支撐物托起,使管材軸線與機架中心線處于同一高度,然后用卡瓦緊固好。
置入銑刀,先打開銑刀電源開關(guān),然后再合攏管材兩端,并加以適當(dāng)?shù)膲毫Γ钡絻啥擞羞B續(xù)的切屑出現(xiàn)后(切屑厚度為0.5~10mm,通過調(diào)節(jié)銑刀片的高度可調(diào)節(jié)切屑厚度),撤掉壓力,略等片刻,再退開活動架,關(guān)閉銑刀電源。
取出銑刀,合攏兩管端,檢查兩端對齊情況(管材兩端的錯位量不能超過壁厚的10%,通過調(diào)整管材直線度和松緊卡瓦予以改善;管材兩端面間的間隙也不能超過0.3mm(de225mm以下)、0.5mm(de225mm~400mm)、1mm(de400mm以上),如不滿足要求,應(yīng)再次銑削,直到滿足要求。
測量拖拉力(移動夾具的摩擦阻力),這個壓力應(yīng)疊加到工藝參數(shù)壓力傷,得到實際使用壓力。
檢查加熱板溫度是否達到工藝溫度設(shè)定值。
加熱板溫度達到設(shè)定值后,放入機架,施加規(guī)定的壓力,直到兩邊.小卷邊達到規(guī)定高度時,壓力減小到規(guī)定值(管端兩面與加熱板之間剛好保持接觸,進行吸熱),時間達到后,松開活動架,迅速取出加熱板,然后合攏兩管端,其切換時間盡量縮短,不能超過規(guī)定值,將壓力上升到規(guī)定值,保壓冷卻,冷卻到規(guī)定時間后,卸壓,松開卡瓦,取出連接完成的管材。
電熔連接
電熔連接是將電熔管件套在管材、管件上,預(yù)埋在管件內(nèi)表面的電阻絲通電發(fā)熱,產(chǎn)生熱能加熱、熔化電熔管件的內(nèi)表面和與之承插的管材外表面,使之熔為一體。
那么以上就是本期小編的為大家介紹的有關(guān)于PE給水管道安裝與連接方法,如果還想了解更多咨詢歡迎來電咨詢!
電話:028-83736611
座機:028-83736811 / 18980572306
郵箱:2256663629@qq.com
地址:四川省成都市彭州市致和鎮(zhèn)萬家社區(qū)101號
Copyright ? 成都全員塑膠管業(yè)有限公司 版權(quán)所有 備案號:蜀ICP備12033041號-1














 當(dāng)前位置:
當(dāng)前位置:

 熱門推薦
熱門推薦





